







【お知らせ】
ロックカバー価格改定のお知らせ。
諸般の事情により9月1日出荷分より15%以上UPのやむ無きに至りました。
何卒ご理解を賜りますようお願い申し上げます。
諸般の事情により9月1日出荷分より15%以上UPのやむ無きに至りました。
何卒ご理解を賜りますようお願い申し上げます。
微燃性ガスへの使用は出来ません。(例)FMACS-6向け
微燃性ガス例:R32、R1234yf、R1234ze、R474A、R454A、R454B、R454C、R474B
微燃性ガス例:R32、R1234yf、R1234ze、R474A、R454A、R454B、R454C、R474B
JCDA0012及びGL-20規格に対応しておりません。
医療用銅管対応品は関連設備業界よりの正式採用の見込みが立たない為製造を中止致します。



ロックジョイントは汚れ防止のため樹脂の袋入りです。
継手の品番が貼られています。開封後に確認して下さい。
継手の品番が貼られています。開封後に確認して下さい。

本体
1個
ナット
2個(22.22以上はナット内にカラーがあります)
スリーブ
2個(本体方向に←が向いています)

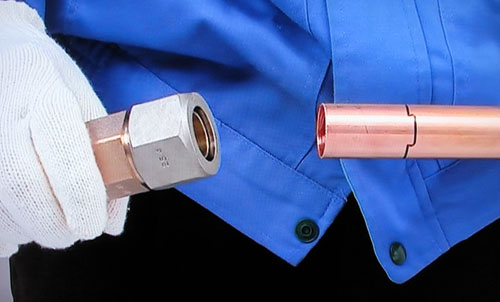
銅管表面にキズの無いことを確認し、リーマやスクレーパでバリを取ります。
継手の内側に当たらないよう充分除去して下さい。
継手の内側に当たらないよう充分除去して下さい。

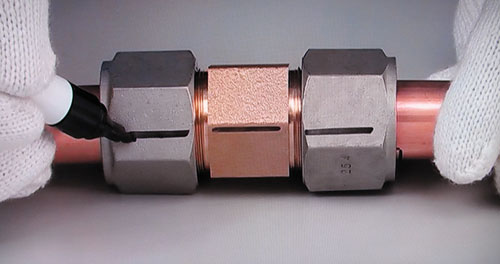
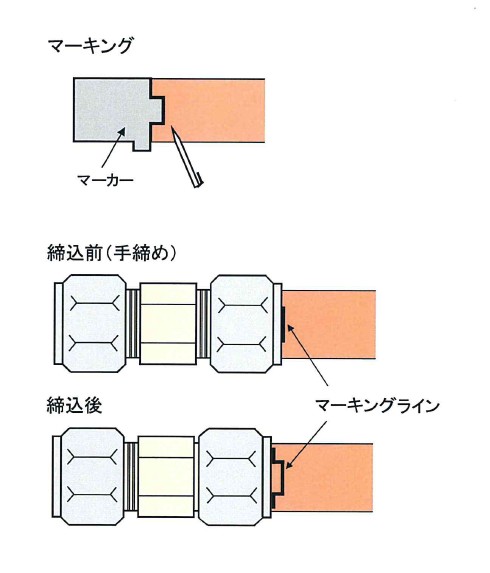
銅管にマーカーを使ってマーキングラインを引きます。
クランク状のラインで、外側 a が銅管挿入長ライン=手締め時のナットの端部の位置で、
内側のライン b は締め込み終了時にナットがライン内に入ります。
この銅管へのマーキングが最も大切です。
挿入寸法表を参考にして、正しく明瞭にマーキングしましょう。
クランク状のラインで、外側 a が銅管挿入長ライン=手締め時のナットの端部の位置で、
内側のライン b は締め込み終了時にナットがライン内に入ります。
この銅管へのマーキングが最も大切です。
挿入寸法表を参考にして、正しく明瞭にマーキングしましょう。
ナット内、本体ネジ山に冷媒に適した冷凍機オイルを塗布、吹き付けます。
締め込み時のネジのカジリを防ぎます。
銅管のマーキングを確認しながら挿入します。
その際に銅管が引っ張られて抜け出さないようにしましょう。
締め込み時のネジのカジリを防ぎます。
銅管のマーキングを確認しながら挿入します。
その際に銅管が引っ張られて抜け出さないようにしましょう。

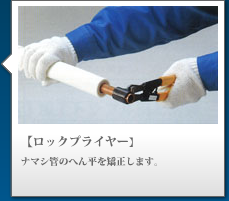
締め込み時に銅管が抜け出さないようにロックバードで固定します。
それぞれの品番サイズに合った規定のナット締め込み回転数があります。
継手本体にも刻印されています。
継手本体にも刻印されています。
継手のセンターにスパナを固定し、片側ずつナットを締め込みます。
規定より締め込み過ぎても絶対に戻さないで下さい。
リークの原因となります。
規定より締め込み過ぎても絶対に戻さないで下さい。
リークの原因となります。
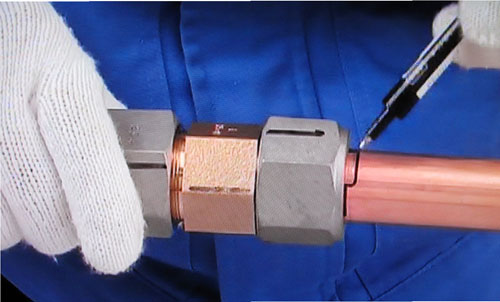
1. 銅管内側マーキングライン内にナットが入っているか。
2. 継手のマーキングラインで規定通りナットが回転しているか。
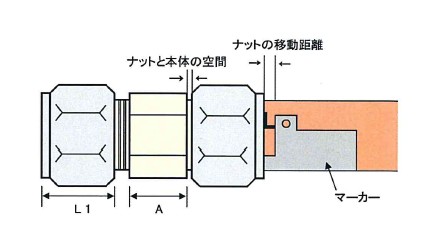
3. マーカーを使い規定の間隔をナットが移動したか確認する。
(締め込みによりナットの外端は外側のラインから内側のラインに移動します)
2. 継手のマーキングラインで規定通りナットが回転しているか。
3. マーカーを使い規定の間隔をナットが移動したか確認する。
(締め込みによりナットの外端は外側のラインから内側のラインに移動します)
被覆銅管の皮むき時のカッター傷はリークの原因です。
接続後は出来るだけ継手近くで銅管を固定します。
接続後は出来るだけ継手近くで銅管を固定します。
| 銅管外径 | 挿入寸法(mm) |
|---|---|
| 6.35 | 20 |
| 9.52 | 24 |
| 12.70 | 28 |
| 15.88 | 31 |
| 19.05 | 32 |
| 22.22 | 32 |
| 25.40 | 43 |
| 28.58 | 44 |
| 31.75 | 46 |
| 34.92 | 50 |
| 38.10 | 53 |
| 41.28 | 57 |
| 44.45 | 57 |
| 機種 | 回転数 |
|---|---|
| 6.35・9.52 | 1.5回 |
| 12.7~19.05 | 2.0回 |
| 22.22~31.75 | 2.2回 |
| 34.92~44.45 | 2.5回 |
| 銅管外径 | 移動距離(mm) |
|---|---|
| 6.35・9.52 | 1.8 |
| 12.7~19.05 | 3.0 |
| 22.22~31.75 | 3.3 |
| 34.92~44.45 | 4.0 |
| 継手サイズ | L1 | A | 全長 | ナット対辺 | 本体対辺 | 本体対辺 | 重量(g) |
|---|---|---|---|---|---|---|---|
| 6.35 | 48 | 16.1 | 11 | 16 | 14 | 7 | 65 |
| 9.52 | 55 | 18.7 | 13 | 19 | 16 | 7 | 85 |
| 12.70 | 63 | 21.6 | 13 | 23 | 20 | 7 | 140 |
| 15.88 | 70 | 23.5 | 16 | 26 | 23 | 7 | 190 |
| 19.05 | 72 | 24.2 | 16 | 29 | 26 | 7 | 230 |
| 22.22 | 72 | 24.2 | 16 | 32 | 29 | 7 | 260 |
| 25.40 | 94 | 30.2 | 25 | 40 | 35 | 7 | 550 |
| 28.58 | 96 | 31.4 | 25 | 42 | 38 | 8 | 570 |
| 31.75 | 100 | 32.3 | 27 | 46 | 41 | 8 | 730 |
| 34.92 | 110 | 36.0 | 29 | 50 | 46 | 9 | 950 |
| 38.10 | 117 | 39.0 | 29 | 54 | 50 | 9 | 1150 |
| 41.28 | 123.7 | 43.0 | 29 | 60 | 56 | 10 | 1620 |
| 44.45 | 124.7 | 43.0 | 30 | 63 | 56 | 11 | 1650 |
ナット締め込み後の隙間は 0.5mmを目安として下さい。